Сварка является одним из самых важных производственных процессов в промышленном производстве. В последние годы технологии промышленных роботов развиваются стремительно, и их применение в сварке растет с каждым днем. Основным фактором производительности сварочного робота является точность позиционирования. Для роботов с оффлайн-программированием контроль абсолютной точности позиционирования имеет особое значение из-за отклонения между симуляционной и реальной средой. Как правило, абсолютная точность позиционирования роботов с оффлайн-программированием очень низка, и в некоторых случаях достигает порядка сантиметровой ошибки, поэтому необходима соответствующая калибровка для повышения точности перед обычной эксплуатацией.

Калибровка онтологии оффлайн-программируемого робота делится на четыре этапа: моделирование кинематики, измерение данных, идентификация параметров и компенсация ошибок. В процессе измерения данных о положении робота выбор измерительного оборудования имеет большое значение, и точность результатов измерений будет напрямую зависеть от различий в точности и условиях использования. Хотя трехкоординатные измерительные инструменты и теодолит имеют высокую точность, они могут использоваться только для статического измерения, а методы измерения с использованием клубного прибора и лазерного тракера слишком громоздки.

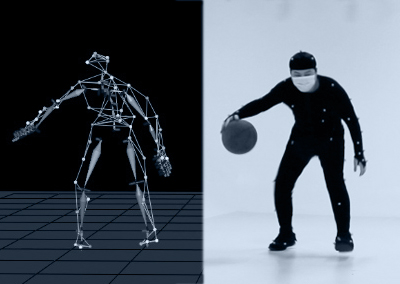
Поэтому Школа электротехники Сычуаньского университета применила оптическую систему захвата движения NOKOV для сбора данных о конечной позе сварочного робота. Технология оптического захвата движения обладает преимуществами высокой точности позиционирования, большим рабочим пространством и отсутствием необходимости в контактных измерениях. После получения значений измерений конечной позы и информации о траектории движения robotic arm можно определить параметры кинематической модели робота, а также скорректировать номинальные параметры соединений в контроллере робота для реализации компенсации ошибок и завершения калибровки объекта.

В дополнение, система захвата движения может быть использована для проверки повторяемости других схем калибровки. Несколько групп точек случайным образом выбираются в рабочем пространстве робота, и угловые значения каждого сустава робота получаются с помощью решения обратной кинематики. Фактическое положение конечного звена робота измеряется с помощью оптической системы захвата движения NOKOV, а максимальные, средние и корень средних квадратов значений ошибок положения этих точек принимаются в качестве оценочных показателей для оценки эффекта алгоритма калибровки на улучшение абсолютной точности позиционирования сварочного робота.

В настоящее время колледж разработал стандартный и эффективный процесс калибровки роботов на основе системы захвата движения, что облегчает практическое применение сварочного робота.